Survival training
for products
Safety in industrial production
is the result of durable
and resilient components. Festo thereforesubjects
all product series to comprehensiveperformanceand
endurance tests.We takea lookbehind thescenes
toseehow theproduct specimensareput to the test
under realisticoperating conditions.
Festo test laboratoriesensure reliableprocesses
D
eafeningnoise followedbyabso-
lutesilence, freezing coldafter
searingheat, beingfiredatwith
ahigh-pressurewater jet and
thenplunged intoanacidbath.Whether
it’saprototypeor aproduct ready togo
intoproduction, Festoputs components
through their paces in in-house test
centresand test laboratories toensurea
longer service life, improvedoperational
efficiencyandgreater reliability.Onlyfirst-
class componentsprovide thesecurity
needed for reliable industrial production.
Thescopeof the tests carriedout ranges
from corrosion, highpressure, tempera-
tureand leakage tests through checking
of electromagnetic compatibility right up
tonon-destructive testingof components
or assemblies in computer tomographs
andvolume testing in theacoustics
laboratory. In thisarticlewe lookat three
different departments toseehow the
comprehensiveproduct tests carriedout
byFestohelp to improvesafetyworldwide.
Realistic testing
The testingandanalysisexpertsworking
for department headsThomasHeubach,
ThomasRittler andKatharinaSteinlein
makeno concessionswhen it comes to
theproduct specimens forwhich theyare
responsible. Theyand their teamsarenot
satisfieduntil newproductshavesuccess-
fullyundergonea realistic test procedure.
This isnoeasy taskgiven thehugenumber
of products tobe tested. Around1,500
product specimensare typicallysubjected
to rigorous testing invarious laboratories
at anyone time. Aproduct specimen
spendsonaveragesixmonths in testing
beforeanaccurateassessment of itsper-
formance canbe reached.
Local andglobal
The informationgathered from countless
product testsovermanydecadeshas
consequences that are felt far beyond the
Festo companyboundaries. “Ourmany
yearsof experiencemean thatwehelp
shapenational and international stand-
ards,”explainsThomasHeubach. “Weset
benchmarks for reliability testsworld-
wide.”Theemployeesof the individual
testingdepartmentsare responsible for
qualifyingproductsanddetermining their
technical data. TheTechnologyand Infra
structureMechatronicsdepartment run
byThomasHeubachprovides themwith
all the test equipment that theyneed.
Whether it’s thedevelopmentofmeasuring
and testingequipment, automated test
systems, programmingof specificdata-
basesormanaging test equipment, his
team isverydiversifiedandhasexpertise
inmany technological areas. The teams
alsoprovide labspaceplanning for the
developmentunitsandsupport for setting
upTechnical EngineeringCentres (TECs).
Security takes time
ForThomasHeubach, it isextremely im-
portant that the resultsof the testscarried
out areuseful to the customer.
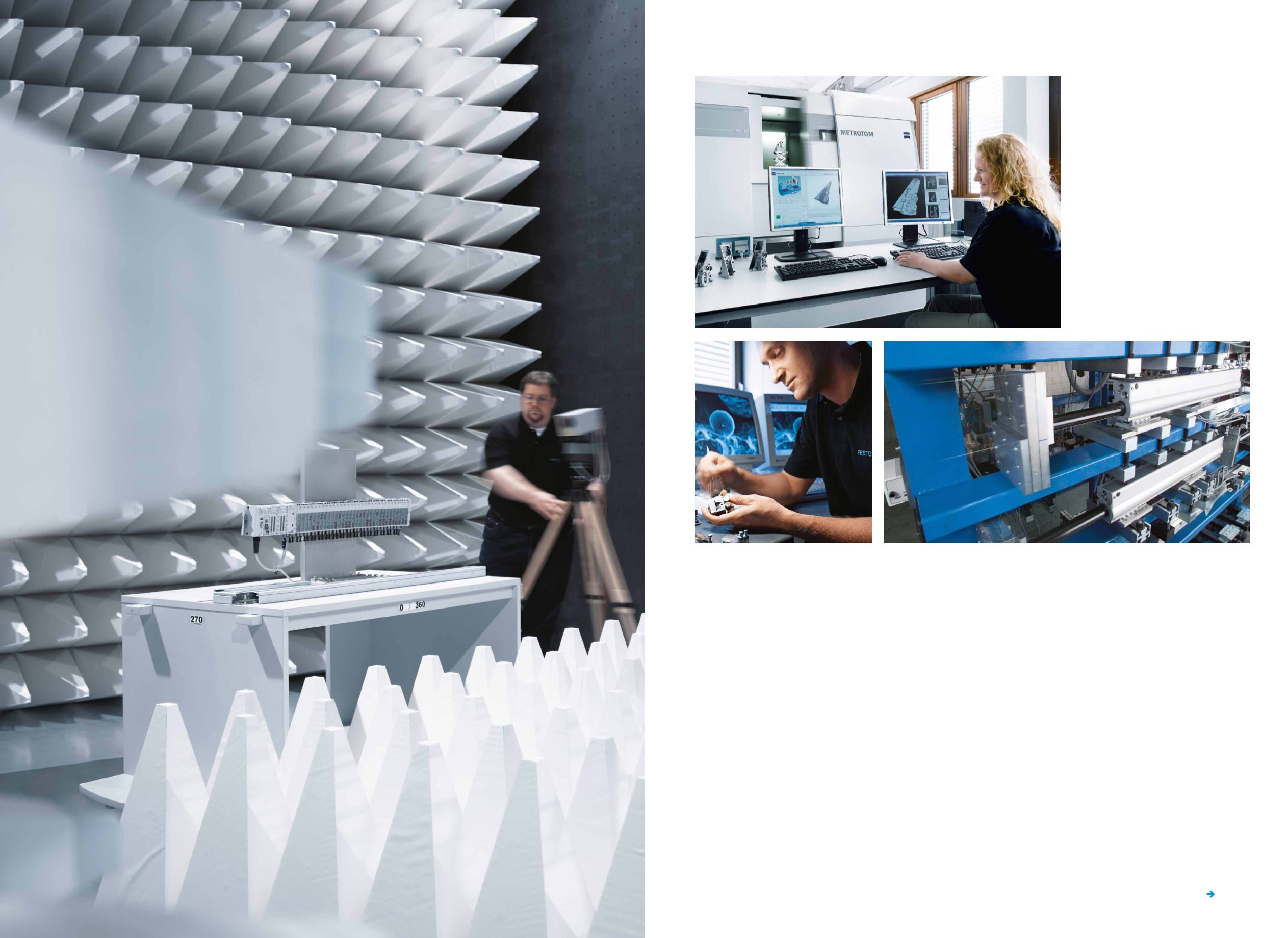
(A)Hybridabsorberhall:
Tests for
radiated immunity testingandelectro
magneticemissionmeasurements.
(B)With computer tomographs,
objectsof up to300mm (height)
by300mm (diameter) canbeX-rayed.
(pictured:KatharinaSteinlein,Headof
AnalysisDiagnosticsandMaterials).
(C)Scanningelectronmicroscope:
Used to investigate thecausesof
component failure.
(D) Continuousoperation:
Cylinders
are testeduntil theyhaveproven that
theysuccessfullymeet thenecessary
minimumservice life.
(B)
(A)
(D)
(C)
1.2014
trends inautomation
Impulse
16
–
17


