

při této zkoušce otáčí a současně se
k ní přibližuje čidlo se sondou s vířivými
proudy. Přesné najetí sond do vzdále-
nosti cca 0,3 mm zajišťují pohony Festo,
v osách X a Z jsou použity saně mini
EGSL-BS-35-50-8P.
Stanoviště 3: Kontrola naraženin na
excentru – dvě kamery snímají z každé
strany vždy jeden snímek, který je poté
vyhodnocován softwarem. Vzdálenost
kamer je závislá na typu hřídele, a proto
jsou kamery namontovány na elektrických
pohonech EGSL-BS-45-100-3P.
Stanoviště 4: Měření průměrů a házivosti
na KS (krátké straně) a DS (dlouhé straně)
hřídele, dále vyosení, kruhovitost a průměr
excentru pomocí osmi sond. Hřídel je opět
upnuta mezi hroty a po dobu měření se
otáčí. Všechny změřené analogové hodnoty
jsou po sběrnici posílány do hlavního PLC.
Stanoviště 5: Zakládání etalonu – chapa-
dlo bere hřídel a poté ji opět pokládá na
transfer. V případě kalibrace kontrolní sta-
nice zakládá chapadlo etalon na transfer.
Tato kalibrace se provádí automaticky po
300 testovaných hřídelích.
Stanoviště 6: Měření šířky excentru – hří-
del se otočí o 90°. Mezitím najedou měřicí
čidla na obě čela excentru a změří ho.
Stanoviště 7: Kontrola závitu pomocí
kamery – kontrola průměrů a deformací
závitu. Provádí se 40 snímání za jedno
otočení hřídele a vyhodnocuje se malý,
střední a velký průměr závitu.
Stanoviště 8: Kontrola popisu a tepelného
zpracování – pomocí jedné kamery se
kontroluje popis na čele DS hřídele. Druhá
kamera snímá shora díl a vyhodnocuje
zakalení a popuštění hřídele. Toto vyhod-
nocení se provádí barevnou kamerou.
Stanoviště 9: Výstup + Stanoviště 10:
Natočení frézované plochy – chapadlo
odebere hřídel z transferu a přesune ji do
výstupního zásobníku stanoviště 10, kde
kamera snímá natočení frézované plochy
hřídele. Data o natočení jsou zaslána
výstupnímu robotu.
Finále
Nyní robot přesune díl ke kalibru, ve kte-
rém probíhá závěrečná kontrola frézované
plochy. Při ní musí projít frézovaná plocha
hřídele kalibrem. Pokud neprojede,
přesune robot díl do plastové krabičky
s vadnými hřídelemi. Stejně tak se stane
i v případě, je-li vyhodnocena vada hří-
dele na jakékoliv stanici (každá vada má
svoji krabičku).
Všechny dobré hřídele zakládá robot do
výstupního zásobníku. Jakmile je zásob-
ník plný, robot ho převeze do bedny, který
se po naplnění automaticky vymění.
Závěr dobrý, všechno dobré
Složitý proces kontroly je u konce.
Kvalitně vyrobené přesné hřídele prošly
„bez ztráty kytičky“. Všechny sledované
tolerance jsou splněny s dostatečnou
rezervou. Své by o tom mohly vyprávět
pohony EGSL-BS-45-100-3P, saně mini
EGSL-BS-35-50-8P, DNCE…
¢
Motorové ovladače
– dvojité CMMD a CMMS – komunikují s hlavním řízením po sběrnici PROFIBUS, což
výrazně zkrátilo čas montáže a snížilo cenu za kabelové rozvody.
Kontrola trhlin pomocí zkoušky vířivými proudy.
Hřídel upnutá mezi hroty se při této zkoušce otáčí
a současně se k ní přibližuje čidlo se sondou s vířivými proudy. Přesné najetí sond do vzdálenosti cca
0,3 mm zajišťují saně mini EGSL-BS-35-50-8P.
Metaldyne Oslavany,
spol. s r. o.
Padochovská 1/1117
664 12 Oslavany
Tel.: +420 546 418 103
www.metaldyne.cz
Obor činnosti: Lisování za stude-
na a obrábění drážkových nábojů
pro nákladní automobily, tlumičů,
různých typů hřídelí včetně drážko-
vaných a dutých, tlakových fltrů,
tlakových lahví a dalších výrobků
především z oceli.
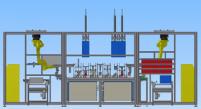
Počítačová animace návrhu kontrolní stanice
v bočním pohledu – vlevo vstup, vpravo výstup.