
















 32 / 52
32 / 52

der Delta-Roboter die Teile vom Band und
bestückt je nach Einsatzfall wahlweise die
Gitter- oder Jedec-Trays. Ganz so einfach,
wie es sich anhört, ist der Vorgang aber
nicht: Da die Kleinteile so leicht sind,
kann bereits ein Luftzug ihre Lage auf dem
Band verändern. Auch sind sie so dünn,
dass der Vakuumgreifer fast nicht zwi-
schen Teil und Band unterscheiden kann.
Eine sichere Produktion erfordert deshalb
vom Handlingsystem eine hochpräzise,
konstante Genauigkeit der Bewegungsab-
läufe, um die Lage der Teile auf dem Band
nicht zu beeinflussen, diese aber trotz-
dem sicher greifen zu können. „Daher ist
auch der Einsatz der richtigen Roboter-
technik von entscheidender Bedeutung“,
erklärt Rolf Wirz, Geschäftsführer bei Amax.
Roboter mit Delta-Kinematik
„Es war uns klar, dass die notwendige
Flexibilität und Geschwindigkeit zum
Picken der Kleinteile im Arbeitsraum nur
ein Roboter mit Delta-Kinematik erreichen
kann“, fährt Wirz fort. „Wir hatten den
Delta-Roboter EXPT von Festo schon lange
im Auge, jedoch bis dahin kein passendes
Projekt dafür. Das optimale Kosten-Nutzen-
Verhältnis sowie die langjährige gute
Zusammenarbeit mit Festo Schweiz haben
dann den entscheidenden Ausschlag
gegeben“, erklärt Automatisierungs-experte Wirz.
„Aufgrund seiner Erfahrung in der pneu-
matischen Automatisierungstechnik war
Festo schon damit betraut, das Vakuum-
Greifsystem zu entwickeln“, so Wirz. Dies
erfordere viel Erfahrung, da es nicht leicht
sei, das richtig dosierte Vakuum zur richti-
gen Zeit für den Greif- und Abwurfimpuls
aufzubauen. „Da passt es, dass Festo
beides kann, pneumatische und elektri-
sche Automatisierungstechnik, und wir in
der Lage sind, aus dem Greifsystem und
dem Roboter ein in sich geschlossenes
Entwicklungspaket zu bilden. Dies führte
auf unserer Seite auch zu einer Reduktion
der Schnittstellen und den damit verbun-
denen Aufwänden“, beschreibt Wirz die
Vorzüge der Zusammenarbeit mit Festo.
Feinschliff im Festo Application Center
Doch bevor der Tripod im Palettierer in
Betrieb gehen konnte, waren noch viele
Tests zur Validierung nötig. „Daher baten
wir die Kollegen im Application Center in
der Unternehmenszentrale in Deutschland
um Unterstützung“, sagt Daniel Minger,
Vertriebsingenieur Industry Cluster Klein-
teilehandling und Elektronik bei Festo
Schweiz. Denn um die 120 Zyklen pro
Minute erreichen zu können, waren zwei
Delta-Roboter notwendig: Der erste Tripod
greift so viele Teile vom Band, wie er
kann, der zweite nimmt den Rest. Eine
Vision-Kamera von Festo mit integrierter
SPS steuert beide Tripods. So die Theorie.
Doch die Praxis sieht anders aus: Bei
komplexeren Aufgaben reichen Simulatio-
nen am Bildschirm oft nicht aus. Dann
sind Tests im Application Center von Festo
gefragt. Unter Realbedingungen werden
mit Werkstücken des Kunden Zykluszeiten
und Wiederholgenauigkeiten an Handling-
Systemen getestet und die Bewegungen
mit der High-Speed-Kamera von Festo
aufgezeichnet. Auf diese Weise lassen sich
Soft- und Hardware genau aufeinander
abstimmen.
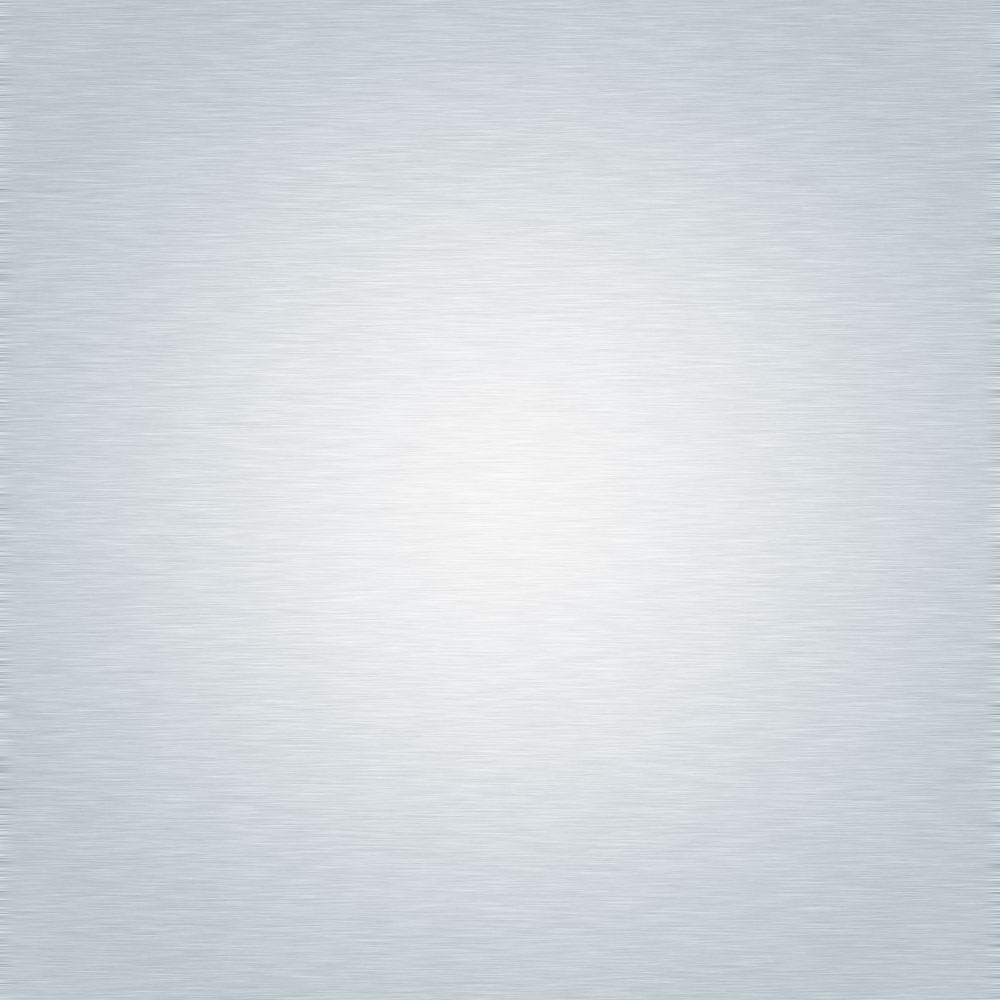
Der Delta-Roboter greift mit einem speziellen Vakuumgreifer
Teile vom Band
und bestückt wahlweise Gitter- oder Jedec-Trays.
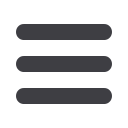
Die elektrische Achse EGC-HD,
bekannt für ihre Steifigkeit und Präzision,
bewegt einen mechanischen Greifer horizontal. Dieser hebt mehrere Teile
gleichzeitig, schwenkt um 90° und legt sie in ein Gittertray.